日照z型鋼公司
發(fā)布時(shí)間:2024-07-23 01:47:21
日照z型鋼公司
中厚板是指厚度4.5-25.0mm的鋼板,厚度25.0-100.0mm的稱為厚板,厚度超過100.0mm的為特厚板。中厚板主要應(yīng)用于建筑工程、機(jī)械制造、容器制造、造船、橋梁建造等。還可以用來制造各種容器、爐殼、爐板、橋梁及汽車靜鋼鋼板、低合金鋼鋼板、造船鋼板、鍋爐鋼板、壓力容器鋼板、花紋鋼板、汽車大梁鋼板、拖拉機(jī)某些零件及焊接構(gòu)件等。通中厚板用途:廣泛用來制造各種容器、爐殼、爐板、橋梁及汽車靜鋼鋼板、低合金鋼鋼板、橋梁用鋼板、造般鋼板、鍋爐鋼板、壓力容器鋼板、花紋鋼板、汽車大梁鋼板、拖拉機(jī)某些零件及焊接構(gòu)件具體應(yīng)用。
日照z型鋼公司
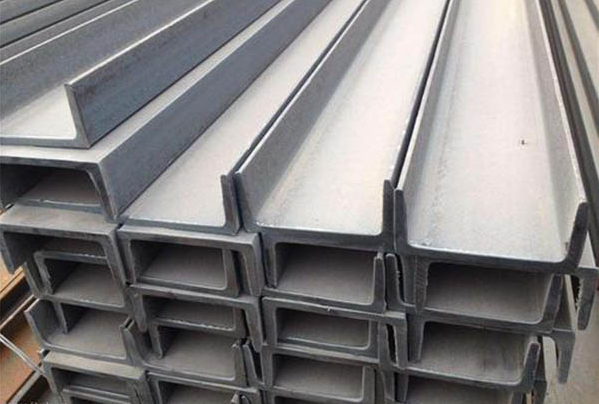
CZ型鋼由鋼結(jié)構(gòu)的組成,主要有:門式結(jié)構(gòu)(鋼梁、鋼柱),這是主結(jié)構(gòu),次結(jié)構(gòu)主要有:隅撐、水平支撐、柱間支撐、拉條、系桿等。通過螺栓的剛性連接,搭建成整體的框架結(jié)構(gòu),然后通過維護(hù)材料進(jìn)行密封,這樣,一座鋼結(jié)構(gòu)的廠房就基本施工完成了。在次結(jié)構(gòu)當(dāng)中,CZ型鋼的用量是很豐富的,它可以作鋼結(jié)構(gòu)支架、橫梁、拉筋等。在不同的情況下CZ型鋼的使用的標(biāo)準(zhǔn)也不同,主要表現(xiàn)規(guī)格的方式:高(h)x寬(b)x小邊高(C)x厚(t);通過對高、寬、厚及小邊長的控制作為CZ型鋼的技術(shù)參數(shù),用來改變C型鋼的規(guī)格。說了很多關(guān)于CZ型鋼本身的知識,那么CZ型鋼是用什么做成的呢?他的原材料是什么呢?制作CZ型鋼的原材料是帶鋼:帶鋼通過機(jī)器的加工卷制,可直接制作成CZ型鋼。

日照z型鋼公司
H型鋼是一種新型經(jīng)濟(jì)建筑用鋼。H型鋼截面形狀經(jīng)濟(jì)合理,力學(xué)性能好,軋制時(shí)截面上各點(diǎn)延伸較均勻、內(nèi)應(yīng)力小,與普通工字鋼比較,具有截面模數(shù)大、重量輕、節(jié)省金屬的優(yōu)點(diǎn),可使建筑結(jié)構(gòu)減輕30-40%。H型鋼分為熱軋H型鋼 和焊接H型鋼(H)兩種,熱軋H型鋼又分為寬翼緣H型鋼(HW) 中翼緣H型鋼(HM)和窄翼緣H型鋼(HN)三種。HW 是H型鋼高度和翼緣寬度基本相等;主要用于鋼筋砼框架結(jié)構(gòu)柱中鋼芯柱,也稱勁性鋼柱;在鋼結(jié)構(gòu)中主要用于柱。HM 是H型鋼高度和翼緣寬度比例大致為1.33至1.75 ,主要在鋼結(jié)構(gòu)中:用做鋼框架柱在承受動力荷載的框架結(jié)構(gòu)中用做框架梁。HN 是H型鋼高度和翼緣寬度比例大于等于2,主要用于梁;工字鋼的用途相當(dāng)于HN型鋼。H型鋼的主要材質(zhì)有Q235B、SM490、SS400、Q345 、Q345B等。

日照z型鋼公司
與混凝土結(jié)構(gòu)自重相比輕,結(jié)構(gòu)自重的降低,減少了結(jié)構(gòu)設(shè)計(jì)內(nèi)力,可使建筑結(jié)構(gòu)基礎(chǔ)處理要求低,施工簡便,造價(jià)降低。以熱軋H型鋼為主的鋼結(jié)構(gòu),其結(jié)構(gòu)科學(xué)合理,塑性和柔韌性好,結(jié)構(gòu)穩(wěn)定性高,適用于承受振動和沖擊載荷大的建筑結(jié)構(gòu),抗自然災(zāi)害能力強(qiáng),特別適用于一些多地震發(fā)生帶的建筑結(jié)構(gòu)。采用H型鋼可以有效保護(hù)環(huán)境,一是和混凝土相比,可采用干式施工,產(chǎn)生的噪音小,粉塵少;二是由于自重減輕,基礎(chǔ)施工取土量少,對土地資源破壞小,此外大量減少混凝土用量,減少開山挖石量,有利于生態(tài)環(huán)境的保護(hù);三是建筑結(jié)構(gòu)使用壽命到期后,結(jié)構(gòu)拆除后,產(chǎn)生的固體垃圾量小,廢鋼資源回收價(jià)值高。

日照z型鋼公司
H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機(jī)組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用萬能軋機(jī)軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側(cè)面和立輥之間同時(shí)軋制成形。由于僅用萬能軋機(jī)尚不能對翼緣邊端施以壓下,這樣就需要在萬能機(jī)架后設(shè)置軋邊端機(jī),俗稱軋邊機(jī),以便對翼緣邊端給予壓下并控制翼緣寬度。在實(shí)際軋制操作中,把這兩座機(jī)架作為一組,使軋件往復(fù)通過若干次(圖2a),或者是令軋件通過由幾架萬能機(jī)座和一兩架軋邊端機(jī)座組成的連軋機(jī)組,每道次施加一定的壓下量,將坯料軋成所需規(guī)格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側(cè)面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復(fù)原來的形狀,應(yīng)使粗軋機(jī)組上下水平輥的側(cè)面以及與其相對應(yīng)的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設(shè)置成品萬能軋機(jī),又叫萬能精軋機(jī),其水平輥側(cè)面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀