昌平z型鋼廠(chǎng)家供應
發(fā)布時(shí)間:2025-03-20 01:17:18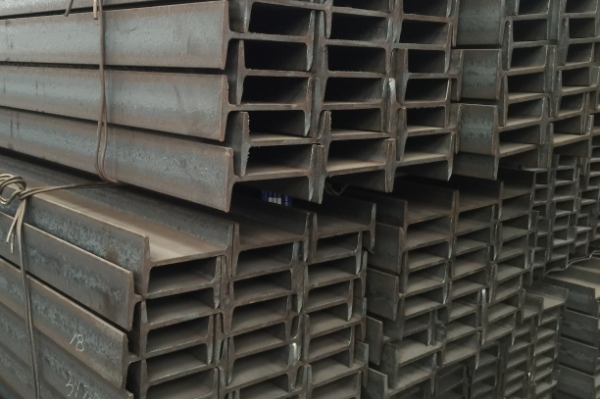
昌平z型鋼廠(chǎng)家供應
槽鋼剪刃設計的基本依據是槽鋼成品孔型形狀,如圖1所示(以100#槽鋼為例)。這種設計在剪切過(guò)程中易出現以下問(wèn)題:一是槽鋼兩肩部與其他部分相比,相對較厚,所需剪切力也較大,剪刃磨損較快,剪刃使用一段時(shí)間后。這一部分相對磨損量大,致使肩部間隙較大,易出現塌肩現象;二是槽鋼兩腿與腰部處相比,由于剪切角度的影響,當剪刃磨損后,在剪切兩腿時(shí),剪切量變小,腿部剪切由通常的剪斷變成了撕斷,槽鋼腿端面極易出現毛刺;三是上、下剪刃腿部斜度與槽鋼成品孔型基本一致,這樣在剪切時(shí)腿部基本同時(shí)受力,剪切力較大,剪刃磨損較快,一方面腿端剪切壓痕嚴重,另一方面剪刃老化后,極易出現槽鋼剪切部分撕裂、毛刺較多的現象。后兩點(diǎn)是影響槽鋼剪切質(zhì)量的主要原因。

昌平z型鋼廠(chǎng)家供應
H型鋼的翼緣內外側平行或接近于平行,翼緣端部呈直角,因此而得名平行翼緣工字鋼。H型鋼的腹板厚度比腹板同樣高的普通工字鋼小,翼緣寬度比腹板同樣高的普通工字鋼大,因此又得名寬緣工字鋼。由形狀所決定,H型鋼的截面模數、慣性矩及相應的強度均明顯優(yōu)于同樣單重的普通工字鋼。用在不同要求的金屬結構中,不論是承受彎曲力矩、壓力負荷、偏心負荷都顯示出它的優(yōu)越性能,可較普通工字鋼大大提高承載能力,節約金屬10%~40%。H型鋼的翼緣寬、腹板薄、規格多、使用靈活,用于各種桁架結構中可節約金屬15%~20%。由于其翼緣內外側平行,緣端呈直角,便于拼裝組合成各種構件,從而可節約焊接、鉚接工作量25%左右,能大大加快工程的建設速度,縮短工期。

昌平z型鋼廠(chǎng)家供應
H型鋼的翼緣內外側平行或接近于平行,翼緣端部呈直角,因此而得名平行翼緣工字鋼。H型鋼的腹板厚度比腹板同樣高的普通工字鋼小,翼緣寬度比腹板同樣高的普通工字鋼大,因此又得名寬緣工字鋼。由形狀所決定,H型鋼的截面模數、慣性矩及相應的強度均明顯優(yōu)于同樣單重的普通工字鋼。用在不同要求的金屬結構中,不論是承受彎曲力矩、壓力負荷、偏心負荷都顯示出它的優(yōu)越性能,可較普通工字鋼大大提高承載能力,節約金屬10%~40%。H型鋼的翼緣寬、腹板薄、規格多、使用靈活,用于各種桁架結構中可節約金屬15%~20%。由于其翼緣內外側平行,緣端呈直角,便于拼裝組合成各種構件,從而可節約焊接、鉚接工作量25%左右,能大大加快工程的建設速度,縮短工期。用萬(wàn)能軋機軋制H型鋼,軋件斷面可得到較均勻的延伸,翼緣內外側軋輥表面的速度差較小,可減輕產(chǎn)品的內應力及外形上的缺陷。適當改變萬(wàn)能軋機的水平輥和立輥的壓下量,便能獲得不同規格的H型鋼。萬(wàn)能軋機的軋輥外形,形狀簡(jiǎn)單,壽命長(cháng),軋輥的消耗可大為減少。萬(wàn)能軋機軋制H型鋼的優(yōu)點(diǎn)是: 同一尺寸系列只有腹板和翼緣的厚度尺寸是變化的,其余部位尺寸都是固定不變的。因此,同一萬(wàn)能孔型軋制的同一系列H型鋼具有多種腹板和翼緣厚度尺寸規格,使H型鋼規格數量大為增加,為使用者選擇合適的尺寸規格帶來(lái)極大的方便。

昌平z型鋼廠(chǎng)家供應
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機的切割加工成長(cháng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機進(jìn)行穿空。一般較常見(jiàn)的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過(guò)錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長(cháng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專(zhuān)門(mén)的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著(zhù)是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專(zhuān)門(mén)的熱處理。熱處理后,就要被矯直。